

ZHUHONGH Kiinan johtava sähkömoottorien valmistaja
Zhuhong Electromechanical Co., Ltd.on edelläkävijä sähkömoottoreiden valmistuksessa Kiinassa vuodesta 2005. Meillä on laaja valikoima asiakkaita kaikkialta maailmasta Iso-Britanniasta Etelä-Amerikkaan, Kaakkois-Aasiaan, Eurooppaan, Lähi-itään ja Afrikan mantereelle.
Vuotuinen liikevaihto on yli 8 miljoonaa dollaria.
Meillä on yli 10 tuotantolinjaa ja kolme asennuspajaa Laatu ja palvelu ovat yrityksemme kehityksen perusta.

Tehdaskierros
Ymmärtääksesi selkeästi, miten asynkronisten moottorien valmistustehdas toimii, sinun on purettava toimipisteemme eri tuotantoalueet ja -vaiheet.Tule, anna meidän viedä sinut tehdaskierrokselle.

Raaka-ainevarasto
Moottoreiden valmistustehtaan ensimmäisessä osassa varastoidaan teollisuusmoottoreiden rakentamiseen tarvittavat raaka-aineet.Kun raaka-aineet on saatu myyjiltä, johtoryhmämme suorittaa perusteellisen laaduntarkastuksen.Laadunvalvontatyöntekijä hankkii edelleen satunnaisia näytteitä raaka-aineista suorittaakseen satunnaisia tarkastuksia joka viikko, jotta raaka-aineiden käyttö ja varastointi olisi optimaalista.Niitä käytetään sitten laadun ja laadun sertifioinnin jälkeen ennen saamista.

Leimaustyöpaja
Leimaus-, puristus- tai metallintyöstöprosessi tulee seuraavaksi, kun raaka-aineita lisätään leimauskoneeseen muottien tai muotojen luomiseksi.Tämä voi sisältää peittämistä, kohokuviointia, laippausta, taivutusta tai lyöntiä valmistettavasta moottorista riippuen.Täällä käsitellään ajoittain jopa 315 tonnia painoa jopa 20 leimauskoneella.Näin varmistetaan teollisuusmoottoreihin valmistettavan teräslevyn korkea laatu.

Roottorin käsittely
Roottori on tyypillisesti esine, joka lisätään moottorin akseliin ja sijaitsee staattorin sisällä, ja niiden välillä on rako.Tämä sisältää pääasiassa korkealaatuisia sähkömagneetteja tarkastuksen suorittamiseksi.Se luodaan tekemällä runko, jota seuraa kelaus, kommutaattori, pidike ja viimeistelemällä moottorin valmistusta.MingGe Rotor Workshopissa käytämme jopa 15:tä Computer Numerical Control (CNC) -sorvia, jotka johtavat 15 000 roottorin tuotantoon kuukaudessa.Moottorin valmistamiseksi roottorikokoonpano lähetetään osoitteeseen.

Kehyksen käsittely
MINGGE Motorsilla on CNC-pystysorvin tuotantokonekotelo, joka sisältää kertamuovauksen.Sitä käytetään suoraan lisäämään samankeskisyyttä ammattimaisessa asennuksessa.Rehellisesti sanottuna korjaamohenkilökunnallamme on yli 8 vuoden henkilökohtainen kokemus ja he pystyvät suorittamaan hienostuneita töitä helposti.

Upotustyöpaja
Tässä tapahtuu kaikki upotusprosessit.MINGGE:ssä automaattinen langansyöttömme suorittaa yhden staattorin roottoreiden väliin alle minuutissa.Olemme ylpeitä voidessamme ilmoittaa, että työntekijöillämme on yli vuosikymmenen työkokemus upotuspajassa.

Leimaustyöpaja
MINGGE:n eristyskastokäsittelyssä on uusimmat toiminnot.Tyypillisesti laite upotetaan kokonaan ja liotetaan suljetussa astiassa imurointia varten.Tässä jokaisessa erässä käytetään F-luokan eristävää lakkaa ja niitä liotetaan 12 tuntia.Tällainen mekanismi on syynä maailmanlaajuisen F-luokan eristysstandardiin kaikille MINGGE:n valmistamille moottoreille.

Asennustyöpaja
Kaikki moottorin kokoonpano- ja asennustyöt suoritetaan koneilla ja käsin tässä MINGGE-tuotteiden korjaamossa.Yli kolmella asennuspajallamme on yli viisi kokoonpanolinjaa erikokoisten moottorien asennukseen sopivaksi.

Pakkauspaja
Täällä lopullinen moottori pakataan riippumatta siitä, mitä kuljetusta tulevaisuudessa tapahtuu.Jokainen tuote pakataan yksitellen kennolaatikkoon ja kahdesti pakkaushihnan päälle ennen kuin siirrytään muovikääreeseen.Sen jälkeen se kiinnitetään neljään suuntaan, jotta moottori voi päätyä käsiisi äärimmäisen turvallisesti. Lisäksi noudatamme myös eurooppalaisia kuljetuspakkausten standardeja, jotta voit olla varma, että tukkuostoksesi ovat turvallisia, kunnes ne saapuvat ovellesi .
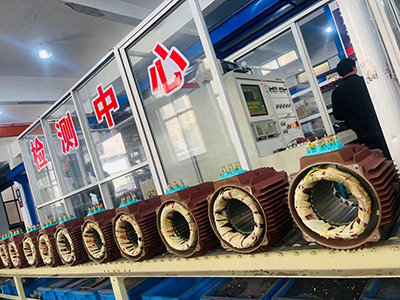
Laadunvalvonta ja tarkastus

Roottorin tunnistus
Ainutlaatuinen järjestelmä, jossa toimivat kiertoarvot tarkastetaan, jotta vältetään kiertoventtiilin raapiminen ja muut vikatiheydet.Tämä on yleinen roottorin tunnistusjärjestelmä, mutta me MINGGE:ssä osallistumme dynaamiseen tasapainotestausprosessiin jokaiselle omassa valmistetulle roottorille.Tällaisen dynaamisen roottorin tasapainotusprosessin päätavoite on eliminoida käyttöakselin tärinä.Tällainen tarkastus varmistaa moottorin pitkän käyttöiän ja moottorin korkean vakauden.

Staattorin ylijännitetestit
Staattorin ylijännitetestillä moottorivalmistuksessa tarkoitetaan vikojen tai vikatiheyden havaitsemista analysoimalla resonanssitaajuuden piikkiä.Tämä testi voidaan suorittaa moottorin käämille ilman kytkentää moottoriin.Tällainen testi arvioi jännitepulssin moottorin kolmen käämin välillä kytkemällä se moottorin kuormituspuolelle.Tämä on tärkeä laadunvalvontatesti, koska ne ovat itsenäisiä testejä, joilla havaitaan heikkoudet käännöksestä toiseen.Se voi auttaa estämään käämihäiriöitä, vaiheiden välistä heikkoutta, suurta osittaista purkausta, väärää kierroslukua, väärää kelaa, väärän mittakaavan johtoa.
Tyhjävirran tunnistus
Testipenkkitestillä eristystestaajan resistanssi arvioidaan sähköeristeen kapasiteetin ja stabiilisuuden tarkistamiseksi.Eristysvastuksen tiedetään heikkenevän ajan ja ympäristöolosuhteiden, kuten pölyn ja kosteuden, myötä.QC-henkilöstömme käyttää tyhjävirtaa käämitysvastuksen parantamiseen, mikä parantaa testipenkin arvoa.

Vuodon havaitseminen
Teräksestä ja muovista valmistetuissa moottoreissa kotelo on testattavissa kertymistestien havaitsemiseksi kutsutulla testillä.Ensin kotelo tyhjennetään kunnolla muodostuskaasulla, kuten merkkikaasulla tai heliumilla 5 baarissa, ja lopuksi tiivistetään.Täytetty kotelo sijoitetaan keräyskammioon ja sitä valvotaan edelleen AQ Leak Detector -laitteistolla.Samaa prosessia riittävin improvisoinnein voidaan käyttää myös tyhjiövuotojen havaitsemiseen.





